CNC Threading
The following thread-forming methods are distinguished:
- Thread cutting with taps and dies
- Thread milling
- Thread turning – cutting with a lathe tool
- Plastic forming – thread rolling, thread forming
Below we present selected methods along with examples of our work.
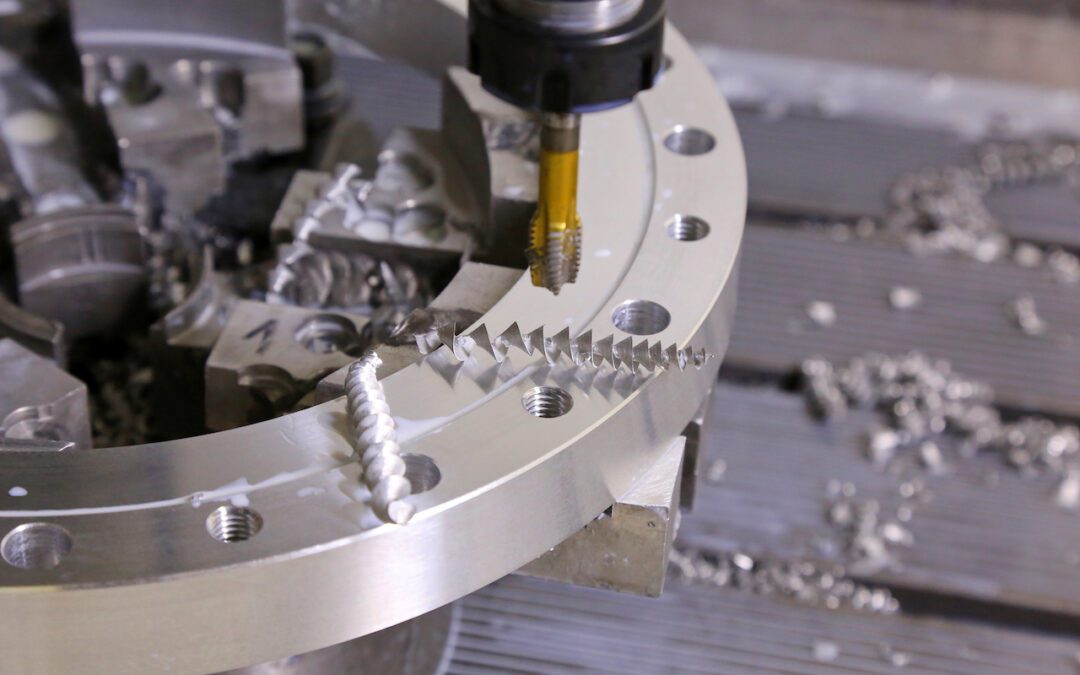
Machine threading
The most common method of producing internal threads is threading through turning and milling. This is a chip-forming process.
Arpol CNC machines allow precise control of spindle speed and feed rates, making machine threading a standard today.
Machine taps can be divided into two groups:
- for through holes: characterized by straight flutes (allowing chips to be evacuated in the cutting direction);
- for blind holes: right-hand spiral flutes evacuate chips opposite to the cutting direction.
Machine taps have different lead lengths. The longer the lead, the lower the cutting and milling resistance, but the greater the length over which the tap does not form a full thread profile. This is an important and often overlooked aspect by designers. At the design stage, an appropriate distance from the end of the thread to the bottom of the hole must be ensured.
Arpol technologists cooperate with customers’ designers to eliminate design errors and minimize production costs.
Thread milling
Thread milling is used for non-rotational parts. The cutter profile corresponds to the thread pitch. A major advantage of this method is the ability to produce any thread diameter with the same pitch using a single tool. Additionally, the same tool can produce both internal and external threads, right-hand and left-hand.
Thread turning
This is the most versatile method of thread production. It allows machining both internal and external threads on rotational parts. The cutting tool is a lathe tool with a replaceable insert. To produce a thread, the tool performs multiple passes, during which the insert cuts the material. With each subsequent pass, the tool penetrates deeper into the material, forming the thread profile.
Thread forming
Thread formers (form taps, thread forming taps) are similar in design and use to cutting taps, however, instead of cutting, they plastically deform the material to create the thread profile in the hole. Threads produced this way are extremely strong (high static and dynamic load capacity). Additionally, an advantage of this method is the lack of chips, which enables machining deep holes
A limitation of thread-forming taps is the material being machined. Its tensile strength cannot exceed 1400 N/mm2 and elongation at break must be at least 5%. Suitable materials include aluminum and copper alloys, low-carbon and alloy steels, and stainless steels.
Due to the forming process and the small surface indentations that appear at the thread crest, the customer must accept this type of thread formation. Dirt and bacteria may accumulate in the formed crest, which is unacceptable in industries requiring hygienic cleanliness, such as the food or pharmaceutical sector.