Gwintowanie CNC
Rozróżnia się następujące metody kształtowania gwintów:
- Gwintowanie gwintownikami i narzynkami
- Frezowanie gwintów
- Toczenie gwintów – nacinanie nożem tokarskim
- Obróbka plastyczna – wygniatanie, walcowanie
Poniżej przedstawiamy wybrane metody wraz z przykładami naszych realizacji.
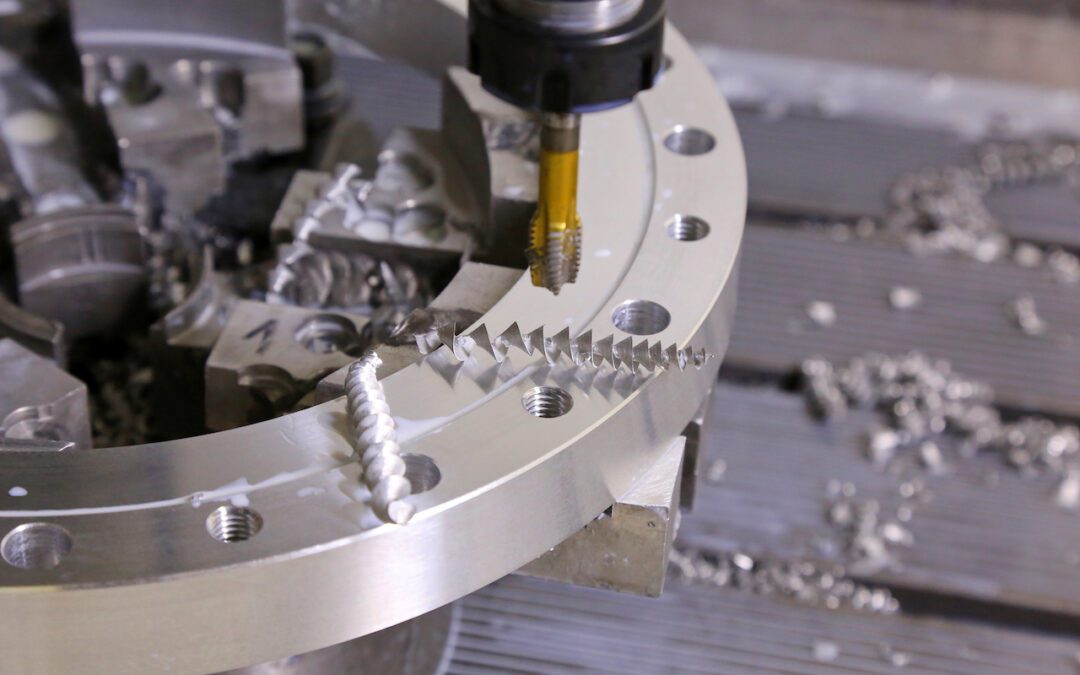
Gwintowanie maszynowe
Najczęściej spotykaną metodą wykonywania gwintów wewnętrznych jest gwintowanie poprzez toczenie i frezowanie. Jest to obróbka wiórowa.
Maszyny CNC firmy Arpol pozwalają na precyzyjne ustawianie prędkości obrotowej oraz posuwów, dzięki czemu gwintowanie maszynowe jest dzisiaj standardem.
Gwintowniki maszynowe można podzielić na dwie grupy:
- do otworów przelotowych: charakterystyczną cechą budowy są proste rowki wiórowe (pozwala to odprowadzać wióry w kierunku natarcia);
- do otworów nieprzelotowych (ślepych): prawoskrętne rowki wiórowe ewakuują wiór w kierunku przeciwnym do kierunku nacinania.
Gwintowniki maszynowe charakteryzują się różną długością nakrojów. Czym dłuższy jest nakrój tym mniejsze są opory toczenia i frezowania, ale równocześnie większa jest odległość, na której gwintownik nie ma pełnego nakroju. Jest to istotna i często pomijana kwestia przez konstruktorów. Na etapie projektu należy przewidzieć odpowiednią odległość od końca gwintu do dna otworu.
Technolodzy firmy Arpol współpracują z konstruktorami klientów w celu wyeliminowania błędów konstrukcyjnych i minimalizacji kosztów produkcji.
Frezowanie gwintu
Frezowanie gwintu stosowane jest w przypadku przedmiotów nieobrotowych. Profil freza odzwierciedla skok gwintu. Dużą zaletą tej metody jest możliwość wykonania jednym narzędziem dowolnej średnicy gwintu o tym samym skoku. Dodatkowo przy pomocy tego samego narzędzia można wykonywać zarówno gwinty wewnętrzne jak i zewnętrzne, prawe i lewe.
Toczenie gwintów
Jest to najbardziej uniwersalna metoda wykonywania gwintów. Dzięki niej można wykonać zarówno gwinty wewnętrzne jak i zewnętrzne w detalach obrotowych. Narzędziem pracującym w trakcie tego procesu jest nóż tokarski z odpowiednią, wymienną płytką. Aby wykonać gwint narzędzie wykonuje wiele przejść, podczas których nóż tokarski nacina materiał. Z każdym kolejnym przejściem nóż zagłębia się w materiał tworząc zarys gwintu.
Wygniatanie gwintu
Wygniataki (gniotowniki, gwintowniki bezwiórowe) są narzędziami podobnymi w budowie i aplikacji do gwintowników, jednakże zamiast toczenia i frezowania wygniatają plastycznie zarys gwintu w obrabianym otworze. Powstający w ten sposób gwint jest niezwykle wytrzymały (wysoka odporność statyczna i dynamiczna gwintu). Ponadto atutem takiej metody wytwarzania gwintów jest brak wiórów, co umożliwia obróbkę głębokich otworów
Ograniczeniem w stosowaniu gwintowników bezwiórowych jest obrabiany materiał. Jego wytrzymałość na rozciąganie nie może przekraczać 1400N/mm2 a wydłużenie zrywające musi wynosić minimum 5%. Do wygniatania nadają się stopy aluminium, miedzi, miękkie stale węglowe i stopowe oraz stale nierdzewne.
Z uwagi na proces formowania i powstające przy tym niewielkie zagłębienia na szczycie gwintu, zleceniodawca musi zaakceptować taki rodzaj formowania gwintu. W wygniecionej koronie może gromadzić się brud i bakterie, co jest niedopuszczalne chociażby w branżach wymagających higienicznej czystości.